Einleitung
-
-
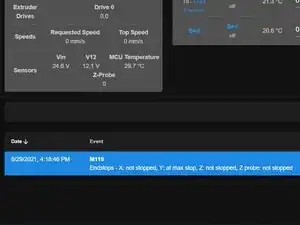
Make sure none of the end stops are triggered.
-
Manually trigger the X end stop and re enter M119. It should return a status of "at min stop" for X and Y should say "not stopped"
-
Manually trigger the Y end stop and re enter M119. It should return a status of "at max stop" for Y and X should say "not stopped"
-
-
-
You should have a Macros folder for your BLTouch. Select Deploy, the pin should deploy. Select Retract, the pin should retract.
-
If the BLTouch starts blinking at any point normally it's a bad connection check your wiring.
-
Occasionally running the "Alarm Release Pin Up" macro can solve a blinking BLTouch
-
-
-
Heat the nozzle to 200c and bed to 60c and wait for the temperatures to stabilize. Remove any filament that is stuck to the nozzle.
-
If you have independent axis leveling configured make sure you run. Home all axis.
-
Jog the nozzle to the center of the bed. If using my github config, move the hotend X-40 so the nozzle is in the center of the bed.
-
Place a piece of paper under the nozzle.
-
A lot of times when calibrating Z offset the bed can't move up high enough because we don't have it configured to allow Z to go past 0. Out of habit when calibrating Z offset I will send G92 Z15 which tells the printer the new Z position is Z15. This will give me more than enough to calibrate the Z offset now.
-
In the console enter
-
M558 P9 C"^zprobe.in"
-
G31 P500 Z1.0
-
-
-
Jog the bed up carefully using the Z-.50 and Z-.05 buttons until the nozzle grips the paper
-
Once the nozzle grips the paper send G92 Z0
-
Lower the bed 10mm
-
Move the probe to bed center(same amount as step 3 but move it to the right)
-
Send G30 S-1. This will probe the bed and tell you the offset. Move the bed to Z10 and run G30 S-1 again. Repeat this step a couple of times. When finished move the bed to Z10.
-
Take the average of the Z offset readings from the console and replace your current G31 P500 X-42.45 Y0 Z## in config.g
-
Save and restart your printer
-